





无需长篇大论,观看焊管-无缝钢管供应采购视频,让你瞬间爱上我们的产品。
以下是:焊管-无缝钢管供应采购的图文介绍
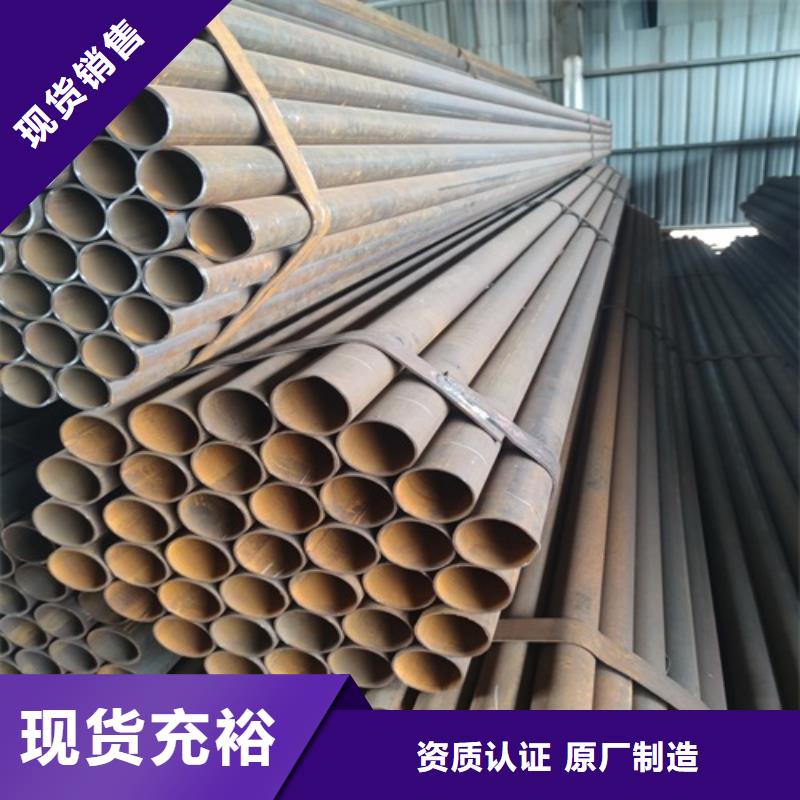
鹏鑫钢铁(瓯海区分公司)是致力于 焊管的研发、制造、销售的高新技术企业。公司自成立以来,主营 焊管产品。公司研发并生产销售的 焊管广泛应用于各种行业,并深得用户的好评,过硬的产品质量,企业信誉,服务水平值得客户信赖!鹏鑫钢铁(瓯海区分公司)将以更加奋发有为的精神,在竞争激烈的市场大潮中搏击,愿与广大客户携手并肩,努力开创更加灿烂辉煌的明天!



温州瓯海大口径焊管一般采用的是双面埋弧焊焊接工艺,根据其焊缝的不同可以分为大口径直缝焊管和大口径螺旋焊管,其中直缝钢管根据成型方式的不同可以分为又分为UOE、RBE、JCOE钢管等。大口径直缝焊管生产工艺简单,生产效率高,成本低,而大口径螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是生产效率相比与之缝钢管来说比较的低。大口径焊管主要应用于大型管道工程、输水输气工程、城市管网建设,市政工程,给水排水工程,大型建筑钢结构,桩基础等方面。大口径焊管的主要检测方法以探伤检测为主。采用机焊和人工焊相结合的方法。



温州瓯海焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。


Q345B焊管的安装和使用质量要求 一、Q345B焊管使用前的施工准备 管道沟应挖好,管道井砌砖完毕,需要的各种型号Q345B焊管到位,所需要的各种各样的工具,包括电焊机、切割机、电锤、磨光机等准备齐全,只有做好一系列的准备工作才能开始安装。 二、Q345B焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 三、使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。



